 Добавить в закладки
Добавить в закладкиПайка медных труб – надежность соединений
Соединение металлов методом пайки открыли египетские чеканщики еще пять тысяч лет назад. Суть метода — в получении неразъемного соединения деталей из различных металлов путем введения между ними припоя – расплавленного материала, имеющего температуру плавления ниже соединяемых деталей.
Пайка медных труб своими руками– занятие не сложное, но требующее аккуратности и некоторой подготовки.

Трубы отопления
Во многих зарубежных странах медные трубы используются для водоснабжения, отопления и газоснабжения жилых домов. А в системах кондиционирования и холодильниках без бесшовных медных труб нельзя обойтись.
Трубы из меди обладают огромным числом достоинств:
- прочность;
- долговечность;
- легко обрабатываются;
- выдерживают высокое давление;
- не боятся УФ – излучения;
- выдерживают максимально высокие температуры и многое другое.

Неотожженные медные трубы
Недостатком можно считать более высокую цену в сравнении с другими современными материалами. Но технология пайки медных труб позволяет сэкономить на фитингах, в отличии сварки полипропиленовых труб, что значительно уменьшает итоговую сметную стоимость трубопровода. А надежность медных труб позволит использовать трубопровод длительное время, не испытывая дополнительных затрат.
Изучив наши рекомендации и просмотрев видео курс на тему: пайка медной трубы, вы сможете убедиться в практичности данного метода. Медные трубы по праву считаются самыми надежными, а срок их эксплуатации составляет не менее 50 лет, что приравнивается к сроку использования самого здания, в котором трубопровод проложен.
Методы пайки
Пайка труб медных осуществляется двумя методами:
- Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
- Низкотемпературный, применяемый для бытовых систем. В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого.
Инструменты для пайки
Для получения качественного результата необходим инструмент для пайки медных труб:
- Труборез для получения разреза перпендикулярно оси трубы.

Труборез
- Фаскосниматель – для удаления заусенцев и закруглений места реза вовнутрь.

Фаскосниматель
- Труборасширитель – поможет во многих случаях обходиться без фитингов. Конец трубы необходимо расширить, чтобы туда вошел другой.

Труборасширитель с комплектом насадок разных диаметров
Правильная установка соединяемых труб должна иметь такой вид, а глубина обработки трубы труборасширителем должна равняться диаметру трубы:

Соединяемые трубы
- Ершики и щетки для зачистки окиси с паяемых участков труб.

Комплект ершиков и щеток
- Отражатель (рефлектор) пламени горелки устанавливается на сопло горелки. Помогает защитить расположенные вблизи горючие материалы, предотвратить потери тепла, обеспечивает равномерный прогрев трубы.

Отражатель пламени
- Газовая горелка для пайки медных труб — бывает нескольких разновидностей горелок от бытовых до высокопроизводительных моделей:
- с баллоном одноразового использования;
- со стационарным баллоном;
- горелки ацетилен-кислородные, отличающиеся своей конструкцией и представляющие собой аппарат для пайки медных труб.

Горелка газовая для пайки медных труб с одноразовым баллоном
Мощность выбираемой горелки выбирается в соответствии с температурой плавления припоя.
Газовые горелки для пайки медных труб производятся:
- для пайки твердым припоем (профессиональные);
- для пайки мягким и твердым припоем (полупрофессиональные);
- для пайки мягким припоем и разогрева труб.
Кроме этого, различие имеет состав газовой смеси в баллоне, предназначенный для того или иного вида пайки.
- Легкоплавкий припой можно разогревать термофеном, работающим от электропитания и дающим струю горячего воздуха до 650 градусов.

Термофен
Основное достоинство этого инструмента – способность регулировать температуру, а также удерживать постоянное значение температуры подаваемой струи воздуха. Дополнительное оснащение насадками позволяет сконцентрировать горячую струю в нужном месте.
Материалы для пайки
- Припой для пайки медных труб бывает твердый и мягкий.
Твердый припой изготавливается в виде профильных стержней. Пайка твердым припоем осуществляется при температуре до 900 градусов и дает максимально прочное соединение, способное выдержать высокую температуру и давление. Применяется для соединений труб в системах отопления, водо- и газоснабжения, а также в системах охлаждения и кондиционирования.
Наиболее распространены и удобны в применении самофлюсующийся медно-фосфорный припой с составом Cu94 P6 и медно-фосфорный с добавкой серебра Cu92 P6 Ag2. Шестипроцентная добавка фосфора значительно снижает температуру плавления меди — до 750 градусов. Коэффициенты температурного расширения припоя и медной трубы практически одинаковы, что повышает прочность соединения.

Твердый припой
Мягкий припой выпускается в виде проволоки диаметром 2-3 мм и используется для соединений водопроводных труб низкотемпературной пайкой (до 300 градусов) в бытовых условиях. Изготавливаются с основой олова, свинца, сплавов из них, с добавкой серебра и других элементов.

Мягкий припой
- Флюс для пайки медных труб(или паста)и его правильный выбор имеет большое значение для получения качественного соединения.
Флюсы бывают низкотемпературные – активностью до 450 градусов, и высокотемпературные – свыше 450 градусов.
Предназначаются для:
- очистки поверхности труб от окислов;
- защиты места пайки от кислорода, содержащегося в воздухе;
- улучшения растекания припоя;
- повышения адгезии (сцепления) припоя с металлом.
Разогретый припой растекается под воздействием капиллярных сил и покрывает основной металл. Для этого спаиваемые поверхности предварительно зачищаются. Затем наносится паста для пайки медных труб (флюс) кисточкой тонким равномерным слоем. По завершении спаивания остатки флюса удаляют во избежание коррозии металла и утечек.

Флюс
- Фитинги для медных труб под пайку – элементы для поворота, отвода трубы или перехода на резьбу. Имеют строго регламентированный диаметр раструба с соблюдением необходимого зазора для каждого диаметра трубы.
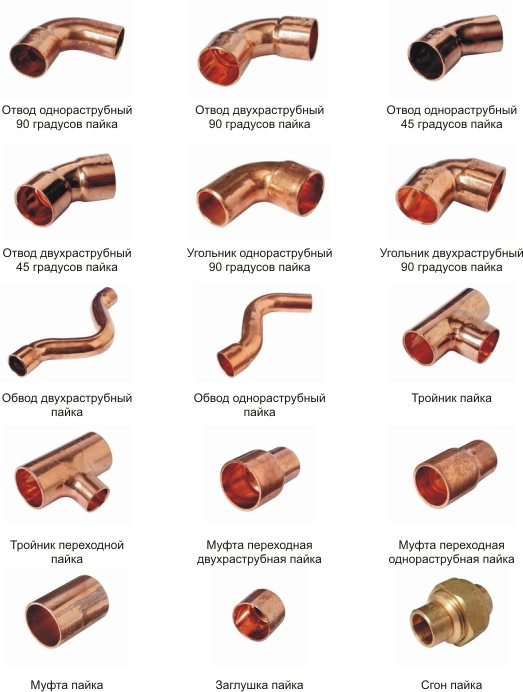
Медные фитинги под пайку
Фитинги имеют сравнительно высокую стоимость. Там где возможно, предпочитают обходиться без них, обрабатывая место соединения труборасширителем (смотреть рисунок выше).

Фитинг для перехода с пайки на резьбу
Процесс пайки
Технология пайки труб медных предусматривает такую последовательность действий:
- Обрезаем трубу труборезом.
- Обрабатываем край фаскоснимателем.
- Подбираем фитинг (или обрабатываем край второй трубы труборасширителем).
- Примеряем расположение деталей и проверяем зазоры.
- Наносим min количество флюса. Для высокотемпературной пайки медь-медь самофлюсующимся припоем флюс не используется.
- Равномерно нагреваем соединение до необходимой для плавки припоя температуры, используя горелки для пайки медных труб или термофен.
- Наносим припой в место зазора. Он не должен плавиться на открытом огне, а только от температуры нагретой трубы.
- Остатки флюса удаляем влажной ветошью или промываем водой.
Обратите внимание!
Нагрев труб и плавка флюса происходит очень быстро. Важно не перегреть место пайки. Общее время процесса занимает около 5 минут.

Последовательности соединения труб пайкой
Совет!
При пайке близкорасположенных соединений уже паяный участок надо охладить с помощью мокрой тряпки. Иначе возникает опасность, что первое соединение разойдется при пайке второго.
Следует заметить, что пайка стальных труб имеет существенные отличия, как в применяемом оборудовании, так и в материалах, а также по технологии выполнения.
Ошибки, допускаемые при паянии
Наиболее распространенные ошибки:
- Слабый прогрев места спайки ведет к отсутствию сплавления детали с припоем (клеящая спайка). При малейшей нагрузке соединение разрушается.
- Перегрев места спайки ведет к сгоранию флюса и образованию на поверхности детали окалины и окиси, что препятствует надежности пайки.
Опыт мастера и тренировка позволяют безошибочно определять правильную рабочую температуру, при которой происходит качественная спайка медных труб и выдерживать ее в нужных пределах.
Техника безопасности
Обратите внимание!
При выполнении паяльных работ необходимо строго соблюдать технику безопасности. Работы ведутся с применением высоких температур и химических составов, выделяющих при расщеплении опасные пары.
- Защитные перчатки предохранят руки от ожогов.
- Проверяя паяное соединение, убедитесь в его остывании. Нагрев труб происходит до очень высоких величин и остывает не быстро.
- Выполнять работу по сварке медных труб для отопления в проветриваемых или хорошо вентилируемых помещениях.
- Высокотемпературная пайка медных труб твердым припоем предполагает травление деталей растворами щелочей и кислот. Необходимо надевать кислотостойкую спецодежду и резиновые перчатки. Теперь Вы знаете как паять медные трубы и можете выполнить работы самостоятельно.
Оставить комментарий
Оставляя комментарий, Вы принимаете пользовательское соглашение